國務院關于印發(fā)《2024—2025年節(jié)能降碳行動方案》的通知
|
2024-08-21
盤點解析光伏組件常見質量問題(上)
盤點解析光伏組件常見質量問題(上)眾所周知,單體太陽電池不能直接做電源使用,作電源必須將若干單體電池串、并聯(lián)連接和嚴密封裝成組件。光伏組件(也叫太陽能電池板)是太陽能發(fā)電系統(tǒng)中的核
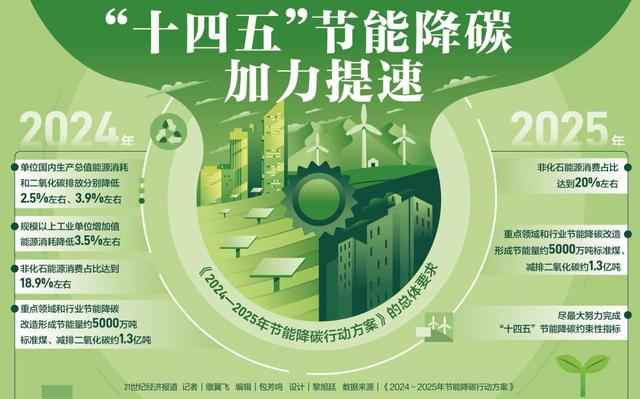
國務院關于印發(fā)《2024—2025年節(jié)能降碳行動方案》的通知
國務院辦公廳關于印發(fā)《加快構建碳排放雙控制度體系工作方案》的通知

國家能源局關于做好新能源消納工作 保障新能源高質量發(fā)展的通知